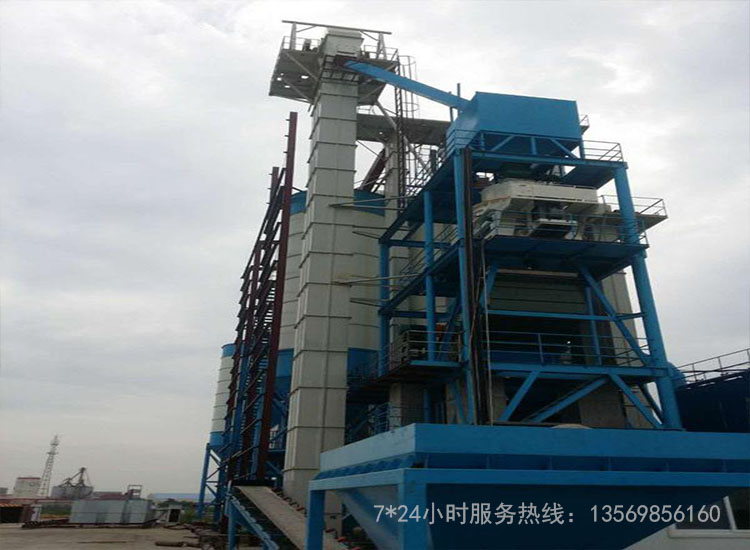
环链斗式提升机安装方法及步骤很重要,安装方法采用多节拼合的技术来组装,所以只有掌握两节的安装技巧,其余的使用相同的方法即可。安装时,先安装下部,固定地脚螺栓,再安装中间箱体,特别应注意驱动装置对环链斗式提升机的安装位置(左装或右装)是否符合设计图纸要求,垂直度校正。直线测量全高时,误差应小于10mm。上下轴线应平行,轴线应在同一平面内。安装前应仔细核对安装地点的厂房、地基或楼台孔与提升机之间的安装尺寸斗式提升机必须牢固地安装在坚固的砼基础上。砼基础的表面应平整,并呈水平状态,保证斗式提升机安装后达到垂直要求。根据图纸上设备的位置,并参照与之相联设备的距离,划出提升机机座的纵横中心线,机壳是用 2- 5mm钢板焊成矩形箱体,为加强机壳刚度,在矩形的宽幅面上轧成2-3道凸筋,每节长约2~2.5m,上下两端用角钢焊成法兰接口。在机座一节及中部一节,宽幅面有可卸侧板,安装后用螺栓将可卸侧板拧紧。高度较低的斗式提升机安装时,可以在地平面把上、中、下机壳全部连接并较正好,然后整体吊直固定在砼基础上。首先把楼板间各层所需要的机壳数量,从吊装孔内或车间外用吊车或卷扬机吊在各楼板地坪上,按着安装顺序排好待装。链条及料斗安装好以后,进行适当张紧,在两节机壳法兰接口处,要垫橡胶石棉垫试运转,设备安装过程中,用户应即对提升机的零部件进行清点、分类和质量检查,并妥善保存,不应露天堆放,以免锈蚀和损坏机件。如发现机件不全或损坏情况,应设法补齐或修复。安装完成后即应进行空车试运转。空运转应注意:不能倒转,不能有磕碰现象。空运转不小于2小时,不应有过热现象,轴承温升不超过250C,减速机温升不超过300C。空运转2小时后,一切正常即可进行负荷试车。带负荷试车时喂料应均匀,防止喂料过多,堵塞下部造成“闷车”。



上一篇:振动筛网子经常堵网快速清理及清网方式
下一篇:介绍下斗式提升机的装置组成分类区别